
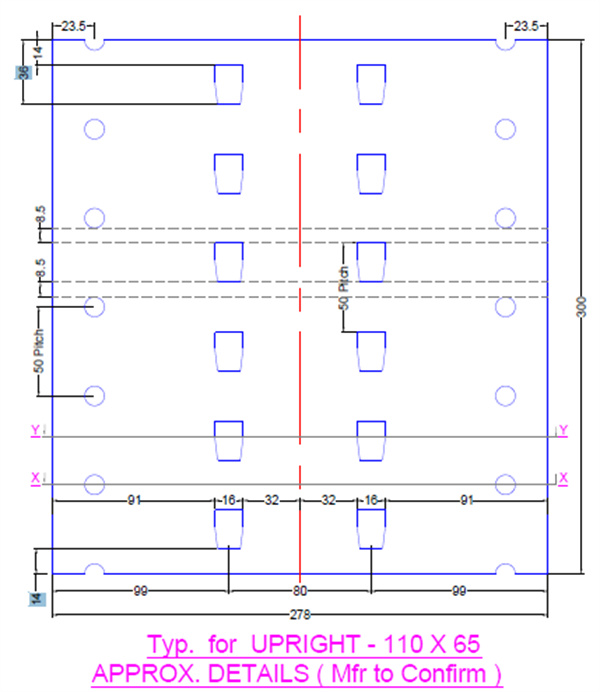
I. Profile drawings: (according to confirmation by both parties)

RNS Upright Sr 70*65mm

RNS Upright Sr 80*65mm

RNS Upright Sr 90*65mm

RNS Upright Sr 100*65mm

RNS Upright Sr 110*65mm

RNS Upright Sr 120*65mm

RNS Upright Sr 150*65mm
II. Process flow:
Automatic unwinding ----> Pinching and Leveling ----> Hydraulic punching (servo) ----> Roll forming -----> Fixed-length cutting (servo tracking) -----> Unloading table.

III. Main Component Data:
1. Uncoiler:
1). Uncoiler : automatic unwinding, hydraulic tensioning
2). Uncoiler load : 4 T
3). Inner diameter of uncoiler : 508 mm
4). Supporting roll range : φ450-540 mm
5). Uncoiler hydraulic system power : 2.2 KW
6). Uncoiler hydraulic system oil pump : gear pump or vane pump

2. Leveling machine:
1). Two-roller pinch, seven-roller leveling
2). Leveling roller shaft diameter : about 90mm
3). Leveling roller material : high quality 40Cr
4). Leveling shaft heat treatment : surface high frequency quenching treatment
5). Leveling machine motor power : 3 KW
6). Reducer : worm gear
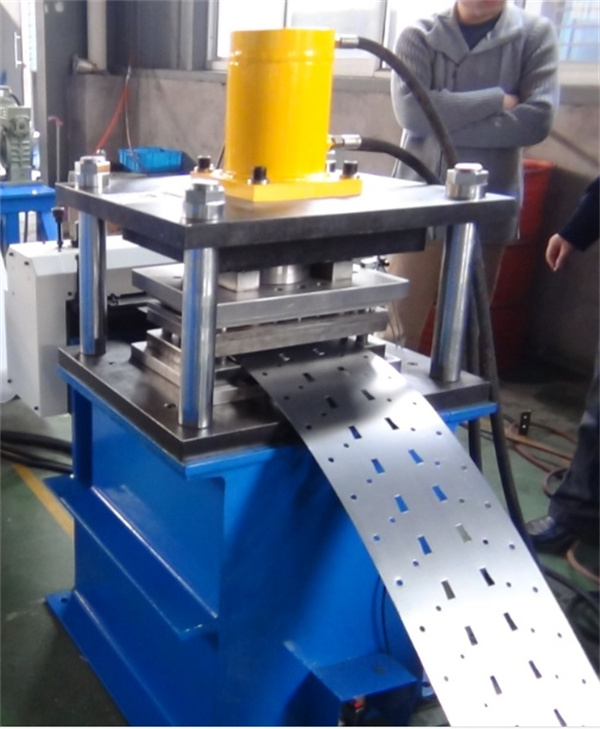
3. Servo punching mechanism:
1). Servo feeder power : 1.9 KW
2). Guiding column hydraulic punching mechanism: single station
3). Hydraulic system power : 11 KW
4). Hydraulic system with air cooling
5). Punching dies : 7 pairs (replacement of dies for different profiles)

6). Material of upper and lower template of punching mold: high-quality 45 carbon steel.
7). Material of upper and lower mold : Cr12Mov or SDK11.
8). Heat treatment hardness of upper and lower molds : HRC58-62
4. Roll Former:
1). Frame : tempering treatment after welding of high-quality steel
2). Pipe feeding frame : side hand wheel

3). Forming machine form : cast iron gearbox transmission
4). Shaft material : 40Cr quenching and tempering treatment (HB220-260)
5). Shaft diameter : Φ80 (Harbin bearing)
6). Motor power of forming machine : 18.5 KW
7). Linear speed of forming machine : 0-20 meters \ min
8). Number of forming lanes : about 18 lanes (with correction)
9). Thickness : 2-2.5mm
10). Rolled material unrolled width: see the flat chart for details (the actual test machine plate width shall prevail)
11). Length fixing : ± 1.5mm
12). Roll forming mold : 1 set (produce 7 specifications, replace looper)
13). Roll material : Gcr15 quenching treatment (HRC58-62)
14). Roll hard chromium plating : ≥ 0.05mm
15). Hydraulic station oil pump : vane pump
16). Shearing method : no waste hydraulic cutting (servo tracking)
17). Shear mold : 7 sets (blades need to be replaced when producing different specifications)
18). Molding and cutting mold material : Cr12M0V
19). Shear blade heat treatment : quenching treatment (HRC58-62)
20). Servo motor power : 3 KW
21). Hydraulic station : single circuit
22). Hydraulic system power : 7.5 KW
23). Hydraulic station oil pump : vane pump

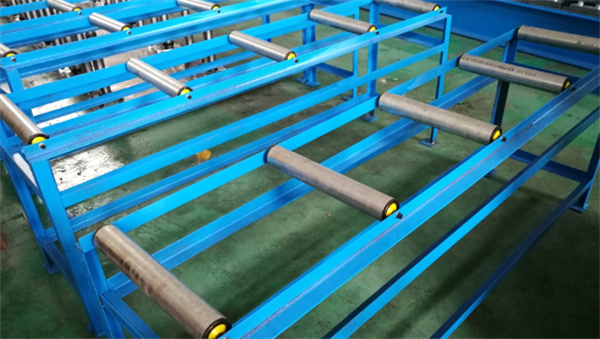
5. Unloading table:
Structure of receiving roller : Angle welding, drum type (no power)
Receiving roller material size : 1500mm x 2pcs
IV、Equipment structure:
The main machine is composed of Uncoiler, Roll forming (including Leveler, hydraulic cutting and unloading table), hydraulic system, electric control system, etc.
| Raw Material | Type | Galvanized Sheet |
| Thickness | 2-2.5mm | |
| Performance | Speed | Max. 20m/min |
| Uncoiler | Type | Hydraulic |
| Capacity | 4 T | |
| Main Machine | Main Roller Station | 7 |
| Main Drive | Hydraulic Motor or Servo Motor | |
| Transmission Type | Chain | |
| Cutting | Cutter Type | Hydraulic |
| Cutter Material | Cr12 |


