
I. Profile: (according to confirmation by both parties)
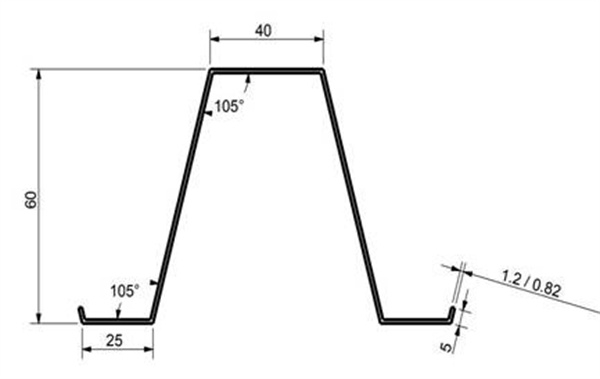
Profile – 1:
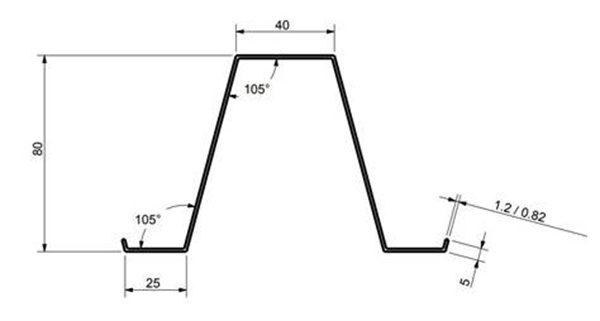
Profile – 2:
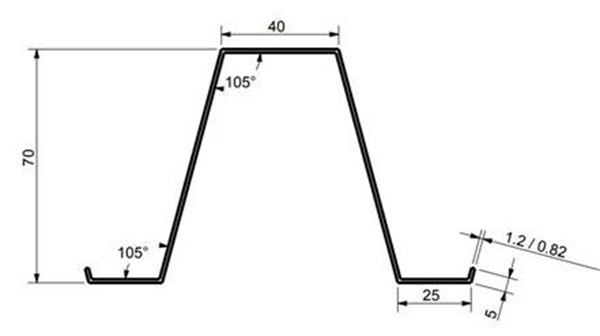
Profile – 3:
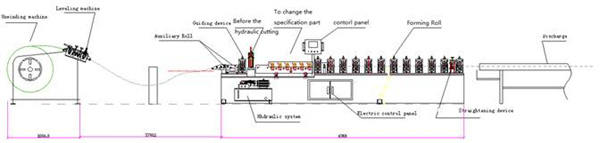
II. Process flow:
Uncoiling ------> Levelling -----> Guide Feeding -----> Hydraulic cutting (Pre-cutting) -----> Roll Forming -----> Auto unloading (Discharge table).
III. Main Component Data:
1. Suitable materials : Galvanized steel
2. Material thickness : 0.8-1.2mm.
3. Material width : 300mm.
4. Coil ID : 500mm
5. Coil OD : 900mm
6. Loading weight : 3000KG
7. Forming speed : 0-15 m / min
8. Feeding accuracy : L≤3000mm ± 1.0 (related to material quality)
9. Straightness accuracy : L≤1000mm ± 2.0 (related to material quality)
10. Power supply voltage : 415 V, 50Hz, 3Ph ,Drive motor 4KW+7.5
11. Feeding direction : feeding direction: form left to right (face to control panel),As per user
12. Transmission : cycloidal pin and chain transmission
13. Machine color : blue and orange red or as per buyer
IV. Main components of the Machine:
| Name | Model / Name | Quantity | Instructions |
| 1. Single head material rack | ML-400 | 1 set | Passive Uncoiling, Hydraulic expansion |
| 1. Main engine forming system | Feeding guide device | 1 set | horizontal direction |
| Horizontal rack | 18 nos | Lower shaft active move while upper shaft passive move, roll forming between 2 side plates | |
| Cut-off system | 1 set | Auto cut to length, hydraulic shearing | |
| 2. Unloading table | 1 set | Equip simple products blanking frame | |
| 3. Electric control system | 1 set | PLC Control system |
VI. Parameters of each component:
1. Uncoiling / leveling machine:
(1) Function : single head, hydraulic expansion
(2) Roll support : cantilever
(3) Unwinding method : Passive
(4) Tightening method : mechanical linkage
(5) Loading Capacity : 1000KG
(6) Coil I.D : 500MM
(7) Coil O.D : 700MM
(8) Uncoiler power : 3 KW

2. Hydraulic Cutting system (Pre Cutting):
(1) With hydraulic as shearing power, hydraulic components from joint venture brand.
(2) Shearing method: 3 specifications and 3 cutters mould. The work piece is auto cut off according to the parameters set by the touch screen, blade material Cr12mov, quenched, HRC60℃.
(3) Machine transmission parts use Taiwan TBI precision linear guide way.
(4) Hydraulic motor: 5.5kw

3. Roll Former:
1) Frame: Welding the overall structure from profiled steel,The plane of the frame is precisely processed by a gantry milling machine, Thickness 40mm,
2) Standing house side panel:individual standing house,After finishing the surface is blackened; horizontal axis diameter φ58, key 16mm.
3) Roll material: Cr15 mould steel, heat treatment: HRC58℃ after precision CNC processing. Hard chrome plated surface
4) Straightness: Single wheel structure, both up & down, left & right can be adjusted to guarantee products straightness.
5) Roller way qty. : 18 nos.
6) Forming speed : 0-15m/min
4. Unloading table:
(1) Material receiving roller size : 3000mm
(2) Structure : Independent agency

5. Electric control system:
(1) Frequency control of motor speed control of main drive motor, Equipped with PLC programmable controller, Rotary encoder controls length.
(2) With 7 inch color touch screen, control mode: touch screen and button control.
(3) With a handheld controller.

V. Working environment:
1. Environment temperature: -10℃~+40℃.
2. Relative air humidity: no more than 60% when +40℃, and no more than 95% when +25℃.
3. There is no material may cause explosion, nor gas that may corrode metal or damage insulating layer, and no conductive dust.
4. No rains or snows.
5. Power supply: voltage 380V±10%, 3-phase, frequency between 49.5-50.5 HZ
| Raw Material | Type | Galvanized Sheet |
| Thickness | 0.8-1.2mm | |
| Performance | Speed | Max. 15m/min |
| Uncoiler | Type | Hydraulic |
| Capacity | 3 T | |
| Main Machine | Main Roller Station | 18 |
| Main Drive | Hydraulic Motor or Servo Motor | |
| Transmission Type | Chain | |
| Cutting | Cutter Type | Hydraulic |
| Cutter Material | Cr12 |


