
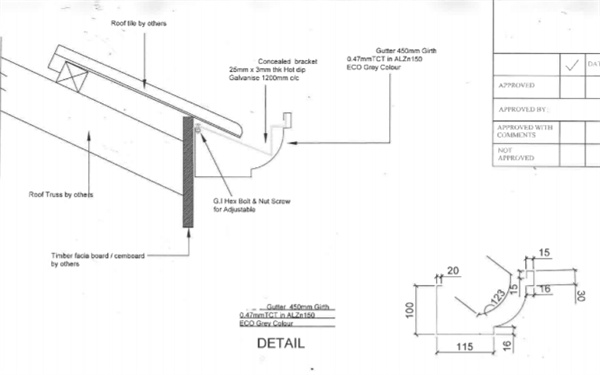
I. Profile drawing: (according to confirmation by both parties)
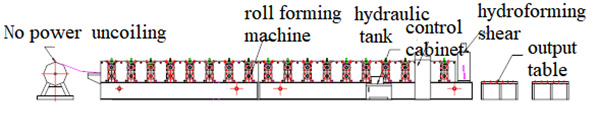
II. Process flow:
Manual Decoiler —> Manual Feeding —> Roll forming ----> Hydraulic cutting —> Output table
III. Main Component Data:
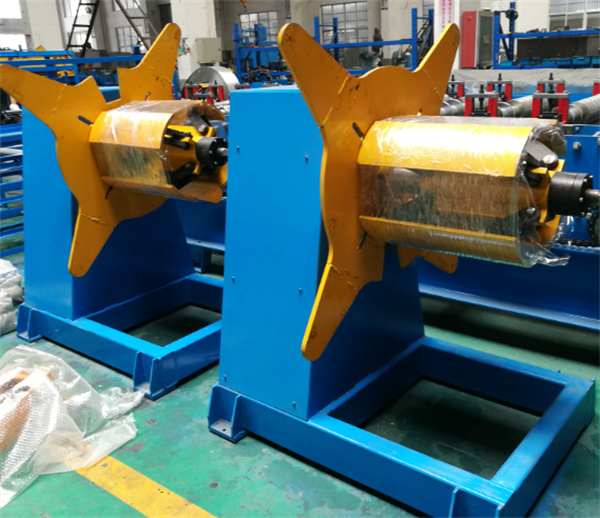
1) De-Coiler : Manual expansion and relaxation
2) Coil weight (Max) : 3 T
3) Coil Width (Max.) : 500mm
4) Motor power : 5.5kw made in China
5) Roll forming number : 18 stations
6) Machine motor power : 5.5KW
7) Material thickness : 0.4-0.8mm PPGI, PPGL, GI
8) Roller material : GCr12
9) Working speed :12-15m/min does not include shutdown cutting time
10) Shaft material : 45#, diameter 70mm
11) One-inch chain single arm drive. Bearing HRB
12) Cutting method : hydraulic cutting
13) Shear mold material : GCr12, quenching HRC58-62
14) Shear length error : +/-1.5mm
15) Hydraulic station power : 4 KW
16) Structure of receiving roller : Angle welding, drum type (no power)
17) Material receiving roller size : 2200mm x 2pcs
18) Touch screen size : 7 inches
19) Electrical requirements : 415V, 50Hz, 3-Phase
20) Body with safety cover
21) Body structure : wall plate chain surface hard chrome
Machine picture: (only for your reference)
| Raw Material | Type | Galvanized Sheet, PPGI, PPGL |
| Thickness | 0.4-0.8mm | |
| Performance | Speed | Max. 15m/min |
| Uncoiler | Type | Manual expansion |
| Capacity | 3 T | |
| Main Machine | Main Roller Station | 18 |
| Main Drive | Hydraulic Motor or Servo Motor | |
| Transmission Type | Chain | |
| Cutting | Cutter Type | Hydraulic |
| Cutter Material | Cr12 |


