
I. Profile: (according to confirmation by both parties)
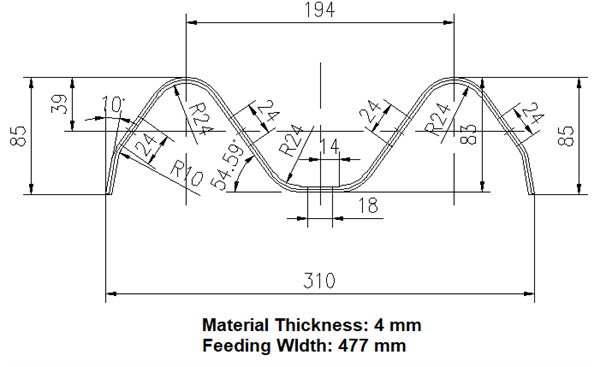
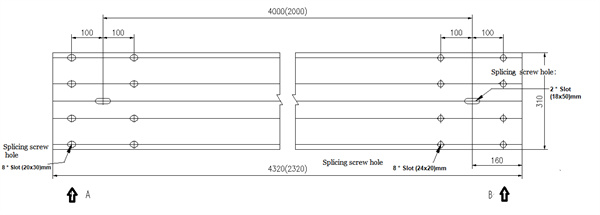
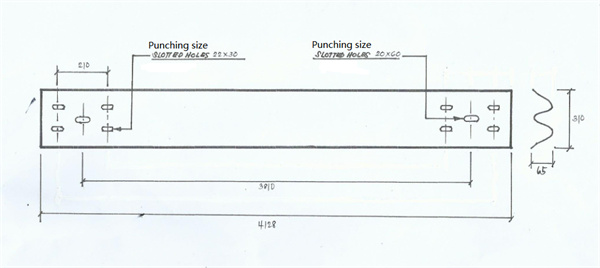
Punching Details:
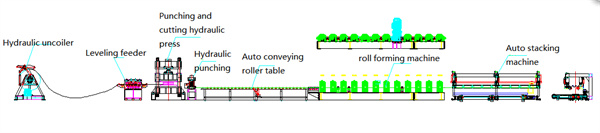
II. Process flow:
Auto uncoiling ------> 7 roller leveling ------> Servo feeding -------> Hydraulic punching and cutting -------> Conveying Roller table -------> Forming machine -------> Unloading.
III . Main Component Data:
1. Hydraulic Uncoiler:
(1) Uncoiler : Electric feeding, hydraulic expansion
(2) Loading Weight : ≤ 6T
(3) Uncoiler Coil I. D : φ508mm
(4) Uncoiler range : φ450-φ520mm
(5) Uncoiler feed width : ≤1200mm
(6) Uncoiler power : 5.5 kw
(7) Uncoiler hydraulic system power : 3kw
(8) Uncoiler hydraulic system oil pump : vane pump

2. Leveler:
(1) Leveling machine structure : Wall type gear :(2 roll pinch, 7 roll leveler)
(2) Leveling roller diameter : 100mm.
(3) Leveling roller material : 40Cr, heat treated HRC (48~52).
(4) Leveler motor power : 5.5KW
(5) Leveling speed : 10-25M / min
(6) Suitable width : ≤500mm.

3. Servo feeder:
(1) Motor power : 2.9KW
(2) Feeding roller diameter : φ80mm
(3) Material is 40Cr; heat treatment HRC48 ~ 52.
(4) pinch roller pinch Power supply : Cylinder

4. Hydraulic punching and cutting:
(1) 4-column hydraulic press (two stations)
(2) Punching hole mould: 2 sets.
(3) Upper and lower mould material : Cr12Mov.
(4) Heat treatment of upper and lower mould: whole quenching, hardness HRC (58 ~ 62).

(5) Hydraulic system structure : two circuits
(6) Hydraulic station oil pump : plunger pump
(7) Hydraulic station motor : 22KW
(8) Hydraulic station cooling way : air cooling

5. Auto feed platform:
(1) Conveyor roller table size : 5000mm
(2) Conveying roller structure : square tube welding, drum conveying
(3) Conveying roller diameter : φ60mm
(4) Transmission mode : chain transmission
(5) Motor power: 1.5kw (adjustable-speed motor, adjustable feeding speed)

6. Roll Former:
(1) Frame: aging treatment of high quality section steel after welding
(2) Guide feed rack type : side roller type
(3) Guide roller material : Gcr15 quenching treatment (HRC58-62)
(4) Forming machine structure: cast-iron arch gearbox drive (universal joint)
(5) Shaft material : 40Cr tempering treatment (HB220-260)
(6) Shaft diameter : Φ80 (HRB bearing )
(7) Forming machine motor power : 22KW
(8) Forming machine line speed : 0-20m/min (not include punching and
cutting)
(9) Roller stations : 12 nos
(10) Rolling thickness : 3 mm
(11) Expand the width of the rolled material: Based on actual test machine plate width.
(12) Length accuracy : ±1.5mm
(13) Roll forming mould : 1 set
(14) Roll material : Gcr15 (forging)
(15) Roller heat treatment : quenching treatment (HRC58-62)


7. Auto stacking:
(1) Stacking size : 4000mm
(2) Weld the square pipe, with slide roller
(3) Motor down : 3KW
(4) Transverse motor : 1.5kw
(5) Cylinder swing unloading
| Raw Material | Type | Galvanized Sheet |
| Thickness | 3mm | |
| Performance | Speed | Max. 20m/min |
| Uncoiler | Type | Hydraulic |
| Capacity | 6 T | |
| Main Machine | Main Roller Station | 7 |
| Main Drive | Hydraulic Motor or Servo Motor | |
| Transmission Type | Chain | |
| Cutting | Cutter Type | Hydraulic |
| Cutter Material | Cr12 |


