
I. Profile: (according to confirmation by both parties)
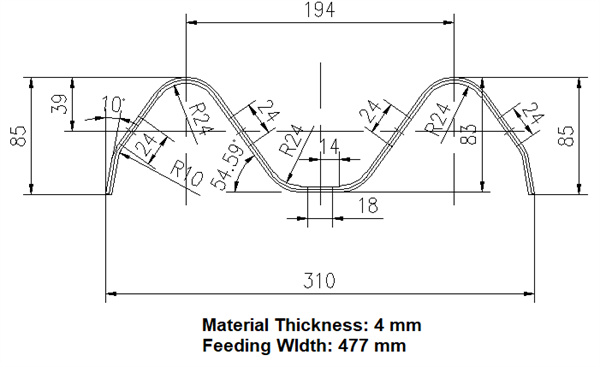
Guard Rail 2 Wave Profile:
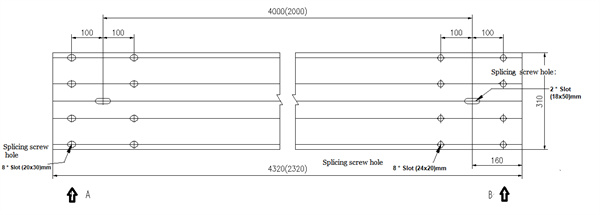
Punching Details:
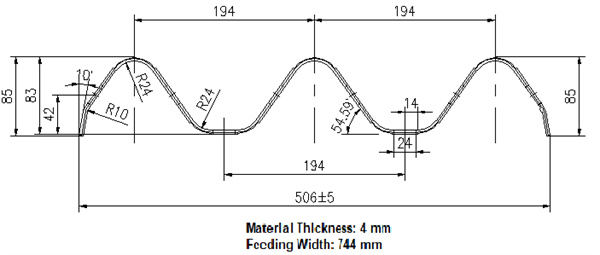
Guard Rail 3 Wave Profile:
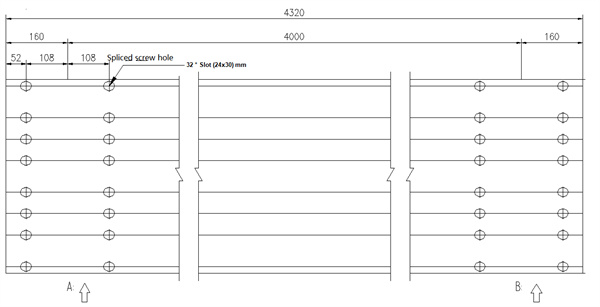
Punching Details:
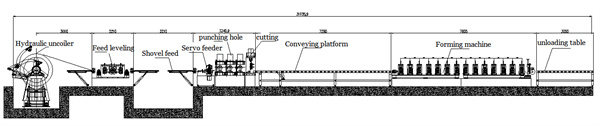
II. Process flow:
Auto Uncoiling -----> Level feeding -----> Servo feeding ------> Hydraulic punching & Cutting -----> Feeding table -----> Forming machine -----> Stacking
III. Main Component data:
1) Material : Q235
2) Thickness : 2.5- 4.0 mm
3) Width : 480mm-740mm
4) Coil I.D : 508 -600mm
5) Coil OD : ≤ 1900mm
6) Coil weight : ≤10T
7) Product width : 310mm-506mm
8) Product height : 85mm
9) Product length : 4320mm
10) Length tolerance : 4320mm±2mm
11) Forming method : roll cold bending forming
12) Production speed : ≤15m/min (4320mm length: 2-3pcs/Min)
13) Feeding direction : Feeding direction: form left to right (face
to control panel) ----- (as the user).
14) Main voltage : 415V, 50Hz, 3-Phase.
15) Total power of unit : about 70KW
IV. Machine Component details:
1. Hydraulic Uncoiler
(1) Uncoiler : Electric feeding, hydraulic expansion
(2) Loading Weight : 5T
(3) Uncoiler Coil I. D : φ508-610mm
(4) Uncoiler range : φ450-φ530mm-φ630mm
(5) Uncoiler feed width : ≤1200mm
(6) Uncoiler power : 5.5kw
(7) Uncoiler hydraulic system power : 3KW
(8) Uncoiler hydraulic system oil pump : vane pump
( 9) Uncoiler spindle diameter : φ190mm
(10) Unrolling tension cylinder diameter : φ200mm

2. Leveler:
(1) Wall plate type 9 roll leveler, 2 roll pinch, 7 roll leveler.
(2) Leveling roller diameter : 120mm.
(3) Leveling roller material : 40Cr, heat treated HRC48~52.
(4) Leveler motor power : 11KW, Variable frequency speed regulation,
ZQ350 reducer, speed ratio (i = 20.49)
(5) Leveling speed : 10-25 m/min
(6) Leveling feed width range : 300-800mm.

3. Servo feeder:
(1) Motor power : 4KW+ planetary reducer
(2) Ratio : 1:10
(3) Feeding roller diameter : φ120mm
(4) Material is 40Cr, heat treatment HRC48 ~ 52.
4. Hydraulic punching and cutting:
(1) Oil cylinder diameter: ¢ 250mm, ¢ 120mm stroke: 30mm, four-column structure, base adopts steel plate aging treatment.
(2) Roll forming mould : 3sets. Material GCr15
(3) Blade material : Cr12M0V quenching treatment (HRC58-62)
(4) Hydraulic pump : YBI-10,
(5) Hydraulic power : 30KW


5. Quick feed platform:
Speed ratio : 31.5;
Feeding roller diameter : φ120mm,
Material : 40Cr, heat treatment: HRC48~52.

6. Roll Former:
(1) Forming machine : 17 sets
(2) Independent open-standing house structure
(3) Guide vertical rollers : 5 nos
(4) Roller diameter : φ110mm, material 40Cr, tempering treatment.
(5) Single out shaft drive : GY230; Gearbox : 18pcs
(6) Forming machine motor power : 2 * 22KW

7. Stacking:
(1) Weld the square pipe ,with slide roller
(2) Lifting and stacking : 4 meters
(3) Lifting motor : 3KW
(4) Transverse motor : 1.5kw
(5) Cylinder swing unloading
| Raw Material | Type | Galvanized Sheet |
| Thickness | 2.5-4mm | |
| Performance | Speed | Max. 15m/min |
| Uncoiler | Type | Hydraulic |
| Capacity | 10 T | |
| Main Machine | Main Roller Station | 16 |
| Main Drive | Hydraulic Motor or Servo Motor | |
| Transmission Type | Gear Box | |
| Cutting | Cutter Type | Hydraulic |
| Cutter Material | Cr12 |


