
I. Profile drawing: (according to confirmation by both parties)
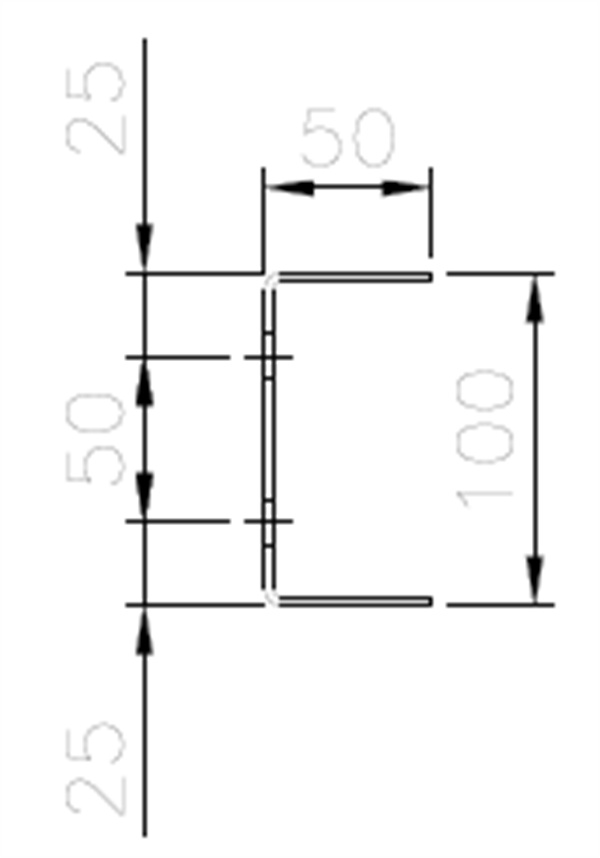
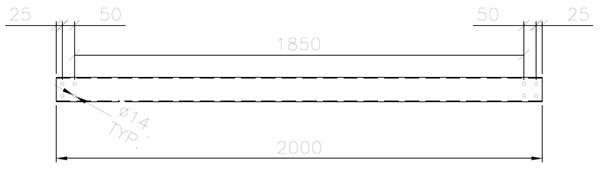
Profile-1: “C” Purlin with punching details:
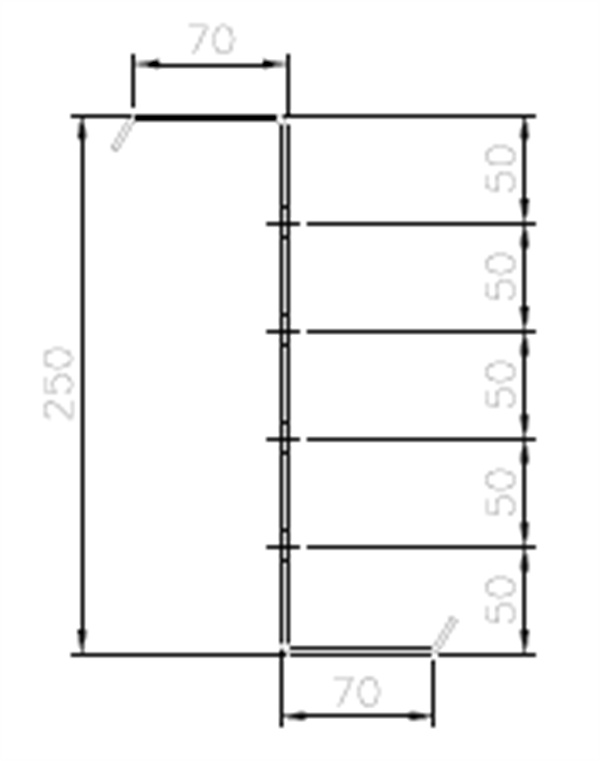

Profile-2: “Z” Purlin with punching details:
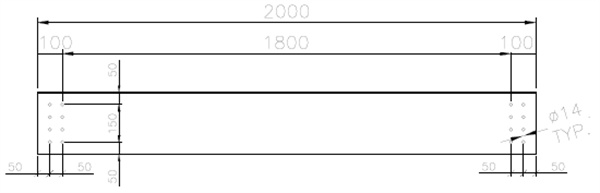
Profile-3: “Z” Purlin with punching details:
II. Process flow:
Passive Uncoiler (with levelling feeder) -----> Guide feed ------> Hydraulic Punching ------> Roll forming (including guide feed) ------> Hydraulic Shearer-----> Discharge table.

Product Specifications:
Material : Galvanized Steel ST52 (Coil)
Thickness : 1.5 mm to 3 mm
Coil Weight : 5 T (max)
Cutting Length : 1000 - 5000 mm
Rolling Speed : 15 - 20 m/min
‘C’ Purlin profile specifications:
Thickness : 1.5 mm to 3 mm
Flange Height : (50 – 80) mm
Channel Width : (100 – 300) mm
Lip Size : (15 – 20) mm
‘Z’ Purlin profile specifications:
Thickness : 1.5 mm to 3 mm
Flange : (50 – 80) mm
Height : (100 – 300) mm
Lip Size : (15 – 20) mm
Lip Radius : 135 degrees
III. Components of the Machine Line:
1. Uncoiler:
(1) Uncoiler : passive unwinding, hydraulic tensioning
(2) Unwinding machine load : 5 T
(3) Inner diameter of unwinding machine support roll: φ508mm
(4) Rolling support range : φ450 - 530mm
(5) Power of hydraulic system of unwinder : 1.5 KW
(6) Oil pump of uncoiler hydraulic system : gear pump or vane pump
(7) Leveling mechanism structure: two-roller pinch feeding, seven-roller leveling
(8) Diameter of leveling roller : about φ60mm
(9) Leveling roller material : high quality 40Cr
(10) Heat treatment method of leveling shaft: surface high frequency quenching treatment.

2. Servo punching mechanism:
(1) Specification of servo feeder : NC-300
(2) Servo feeder power : 3KW+ planetary reducer
(3) Guide column hydraulic punching mechanism: 2 stations
(4) Punching die : 2 sets
(5) Material of upper and lower template of punching die: high-quality No. 45 carbon steel
(6) Upper and lower mold material : Cr12Mov or SDK11

(7) Heat treatment hardness of upper and lower molds: HRC58-62
(8) Hydraulic system power: 22KW
(9) Cooling method of hydraulic system: air cooling
(10) Oil pump of hydraulic station: vane pump or plunger pump

3. Roll Former:
1. Frame: high-quality steel is tempered after welding

2. Forming machine form: cast iron archway chain drive

3. Shaft material : 40Cr quenching and tempering treatment (HB220-260)
4. Shaft diameter : Φ80 (Harbin Bearing)
5. Motor power of forming machine : 18.5KW
Height traverse motor power : 2 * 0.75 KW
Width traverse motor power : 1 * 1.5 KW
6. Line speed of forming machine : 0-20 m\min
7. Number of forming channels : 15 channels (excluding straightening)
8. Thickness : 1.5-3.0mm
9. Rolled material : Q235B galvanized sheet
10. Unfolded width of rolled material : subject to actual width of test machine plate
11. Length sizing : ±1.5mm
12. Roll forming mold : 1 set
13. Roll material : Gcr15 quenching treatment (HRC58-62)
14. Roll hard chrome plating : ≥ 0.05mm
4. Hydraulic Shearer:
1. Shearing method : step-less universal hydraulic cutting after forming
2. Shear blade : 1 pair
3. Material of forming and shearing mould : Cr12M0V
4. Heat treatment method of shear blade : quenching treatment (HRC58-62)
5. Hydraulic system power : 11KW (single circuit)
6. Oil pump of hydraulic station : vane pump

5. Unloading Table:
1. Material receiving roller structure: square tube welding, drum type (no power)
2. Specification of material receiving roller: 2000mm x 2 pieces

IV. Composition of equipment structure:
The main machine of the equipment is composed of a passive uncoiler, a servo punching mechanism, a roll forming machine (including guided feed and hydraulic cutting mechanism), a discharge platform, a hydraulic system, an electronic control system, etc.
Machine Picture:
| Raw Material | Type | Galvanized Sheet |
| Thickness | 1.5-3 mm | |
| Performance | Speed | Max. 20m/min |
| Uncoiler | Type | hydraulic |
| Capacity | 35T | |
| Main Machine | Main Roller Station | 7 |
| Main Drive | Hydraulic Motor or Servo Motor | |
| Transmission Type | Chain | |
| Cutting | Cutter Type | Hydraulic |
| Cutter Material | Cr12 |


