
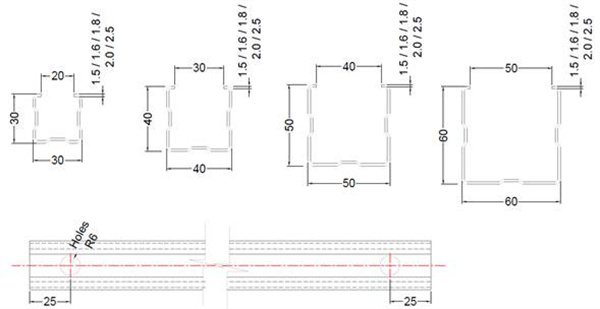
I. Profile drawings:
II. Process flow:
Passive unwinding ----> Roll forming -----> Fixed-length cutting (servo tracking) with punching -----> Discharge.
III. Main Component Data:
i. Uncoiler : passive unwinding, manual tightening
ii. Uncoiler load : 3 T
iii. Inner diameter of uncoiler : 508mm
iv. Uncoiler support roll width : ≤200mm

v. Frame : tempering treatment after welding of high-quality steel
vi. Pinch feeding frame : side roller type

vii. Forming machine form : wall plate chain drive
viii. Leveling mechanism structure : two-roll pinch, five-roll leveling
ix. Leveling shaft material : 40Cr
x. Shaft diameter of leveling shaft : about 80mm
xi. Surface treatment of leveling shaft : hard chrome plating after high frequency quenching on the surface.
xii. Motor power of forming machine : 11KW
xiii. Linear speed of forming machine : 0-18 meters \ min
xiv. Number of molding lanes : 14 (30, 40, 50/60, one out of three)
xv. Shaft material : 40Cr quenching and tempering treatment (HB220-260)
xvi. Shaft diameter : Φ80 (Harbin bearing)
xvii. Rolling thickness : 1.5-2.5mm
xviii. Rolled material unfolding width : the actual test machine plate width shall prevail

xix. Length fixing : ± 1.5mm
xx. Roll material : Gcr15 quenching treatment (HRC58-62)
xxi. Roll hard chromium coating ≥ 0.05mm
xxii. Calibration mechanism : Turkey calibration head
xxiii. Shearing method : Hydraulic punching integrated (head and tail punching and cutting at one time)
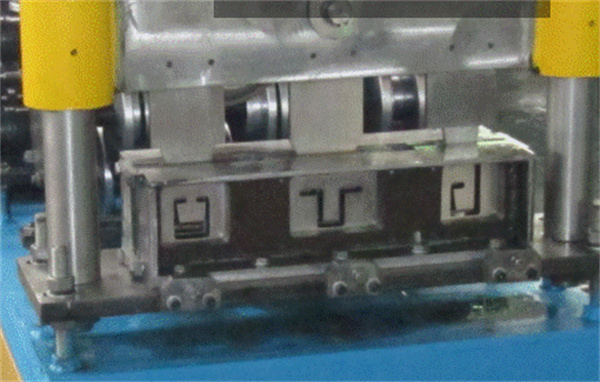
xxiv. Molding and cutting mold material : Cr12M0V
xxv. Shear blade heat treatment : quenching treatment (HRC58-62)
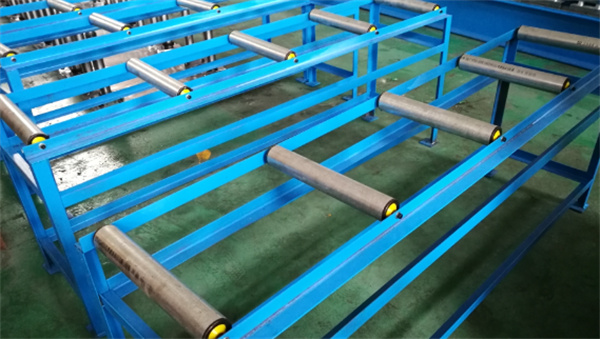
xxvi. Receiving roller structure: unpowered roller (angle welding)
xxvii. Specification of receiving roller table: 1500mm X 2 pieces
| Raw Material | Type | Galvanized Sheet |
| Thickness | 1.5-2.5mm | |
| Performance | Speed | Max. 18m/min |
| Uncoiler | Type | Hydraulic |
| Capacity | 3 T | |
| Main Machine | Main Roller Station | 5 |
| Main Drive | Hydraulic Motor or Servo Motor | |
| Transmission Type | Chain | |
| Cutting | Cutter Type | Hydraulic |
| Cutter Material | Cr12 |


