
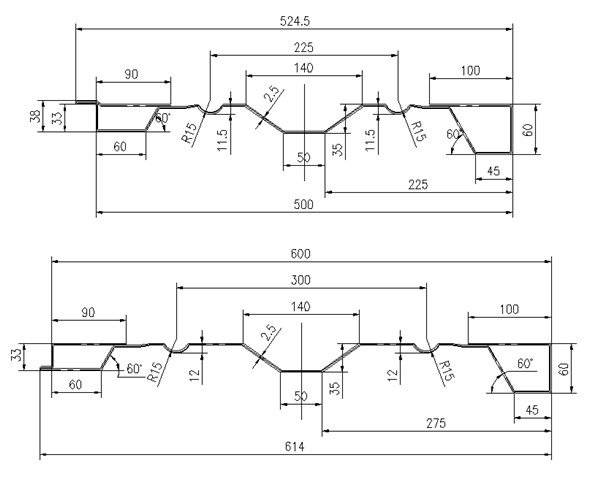
I. Profile drawing: (according to confirmation by both parties)
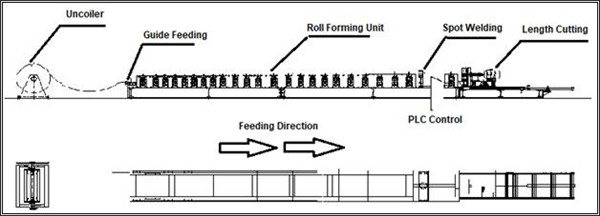
II. Process Flow:
Passive Unloading -----> Guide feeding -----> Roll forming -----> Spot welding -----> fixed-length cutting -----> Discharge table.
III. Main Technical Data:
1) Frame : I-beam, channel steel welding
2) Forming machine guide feed frame : side hand wheel
3) Forming machine form : Torii gearbox transmission
4) Shaft diameter : Φ105 (quality 45 steel)
5) Moulding machine power : 3 * 15KW

6) Linear speed of molding machine : 0-15m / min (excluding shearing)
7) Number of forming machines : 33 (replace single-sided rolls for
different versions)
8) Roller material : GCR15 quenching hardness 58-62 °
9) Roll surface treatment : hard chrome plating (0.05mm on one side)
10) Cutting method : Pneumatic tracking flying saw cutting
11) Flow : flow is 0.5m3 / min;
12) Pressure : 0.7MPa.
13) Flying saw motor power : 11KW
14) Rolling thickness : 1.2-2.5mm
15) Length sizing accuracy : ± 1.5mm
1) Spot welding machine : 1 two (tracking spot welding)
IV. Component Wise Description of Machine Line:
1. Uncoiler (5 T):
Manual Unwinder: 5 T
1) Structure of pedestal, braking, mandrel holder, slider narrow and
expanding
Composition: base, braking device, hollow support, slider, tensioner
2) Capacity of Uncoiler : 5ton (maximum load capacity of uncoiler: 5 T)

2. Welding Part:
Flow : 0.5m3 / min;
Pressure : 0.6MPa.
Welding method : tracking welding
Servo motor : 0.85kw
MultiMIG350 CO2 / MAG welding power source;
MIG350 CO2 / MAG welding power
Open type single-driven (2-roller) wire feeder (with EURO type connection);
Opening mode Single drive (2 wheels) wire feeder (with European connector)
5-meter-long interconnection cable;
3-meter-long MIG torch (air cooling type,
EURO type connection);
3-meter-long MIG igniter (air-cooled type, European connector)
3-meter-long grounding cable with grounding clamp;
CO2 gas regulator. CO2 throttle.


V. Main structural features:
The equipment has simple structure and beautiful appearance. The whole machine adopts I-beam and channel steel after shot peening and stress relief annealing, so the structure is simple and reasonable, the operation is stable, and the storage capacity is strong. The other important parts and components of the equipment are all well-known domestic brands, thus effectively ensuring the performance of the equipment.
VI. Equipment Configuration:
Passive unloading rack, forming host (two different sets on one side of the roll), spot welder, PLC control cabinet, hydraulic control station, discharge station.
| Raw Material | Type | Galvanized Sheet |
| Thickness | 1.2-2.5mm | |
| Performance | Speed | Max. 15m/min |
| Uncoiler | Type | Hydraulic |
| Capacity | 5T | |
| Main Machine | Main Roller Station | 33 |
| Main Drive | Hydraulic Motor or Servo Motor | |
| Transmission Type | Gear Box | |
| Cutting | Cutter Type | Pneumatic tracking flying saw cutting |
| Cutter Material | Cr12 |


