
I. Profile drawing: (according to confirmation by both parties)
Profile – 1:
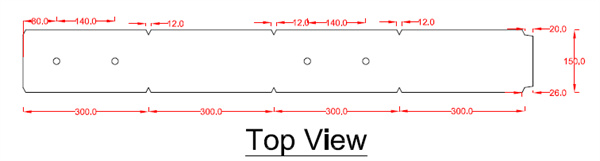
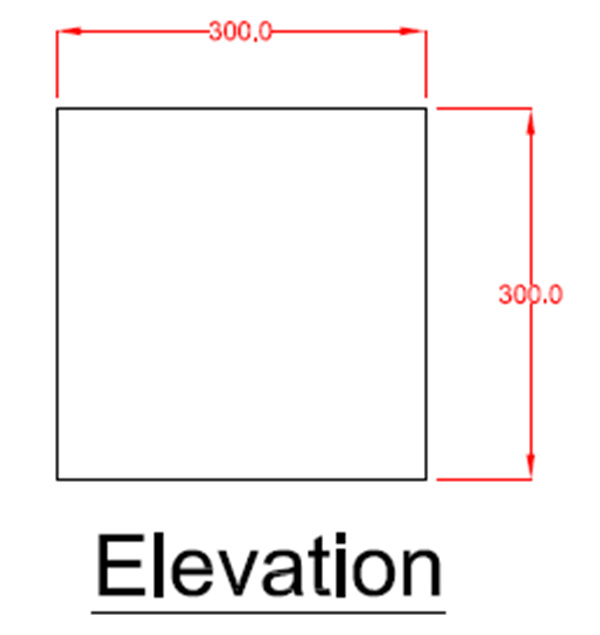
Side View
Minimum Frame Size (width*height) : (100 * 100) mm
Maximum Frame Size (width*height) : (2000 * 2000) mm
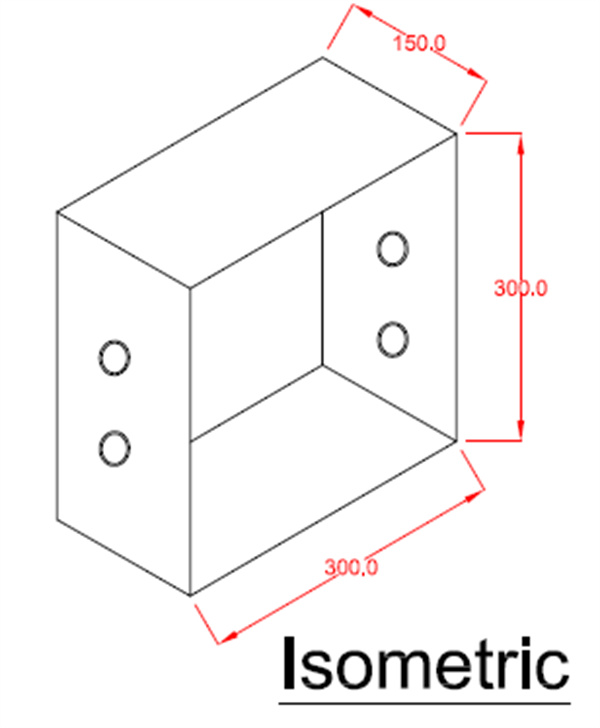
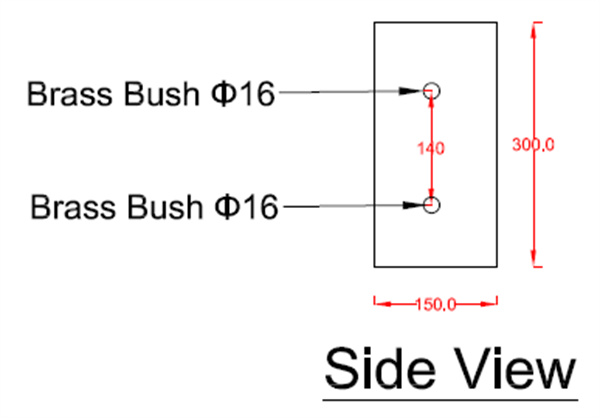
Profile – 2:
Frame Size (minimum) : (100*100) mm
Frame Size (maximum) : (600*600) mm
Length: 150 mm
II. Process flow:
Passive uncoiling → Guide feed → Hydraulic punch hole (2 stations) → Cut off bending (2 stations) → Unloading.
III. Main Components Data:
1. Uncoiler:
(1) Uncoiler : Passive feeding, manual expansion
(2) Loading Weight : ≤ 5 T
(3) Uncoiler Coil I. D : 508 mm
(4) Rolling range : (470-530) mm

2. Guide Feeder:
(1) Guide - pillar hydraulic punching mechanism: forward punch 2 stations

3. Punching Mechanism:
(2) Punching hole mould: 2 sets
(3) Punch hole mould up and down template material: high quality 45 carbon steel
(4) Up and down mould material : Cr12Mov or SDK11
(5) Up and down mould heat treatment hardness : HRC58-62
4. Bending Machine:
1) Bending mechanism : Hydraulic flip plate bending after forming
2) Hydraulic system power : 7.5 KW
3) Hydraulic system cooling : Air cooling
4) Hydraulic station pump : Vane pump or plunger pump

IV. Equipment structure:
The main machine is composed of passive uncoiler, guide feeder, punching mechanism, hydraulic cutting and bending, Hydraulic system, Electric control system, etc.
| Raw Material | Type | Galvanized Sheet |
| Thickness | 0.3-0.8mm | |
| Performance | Speed | Max. 30m/min |
| Uncoiler | Type | Manual |
| Capacity | 5 T | |
| Main Machine | Main Roller Station | 16 |
| Main Drive | Hydraulic Motor or Servo Motor | |
| Transmission Type | Chain | |
| Cutting | Cutter Type | Hydraulic |
| Cutter Material | Cr12 |


