
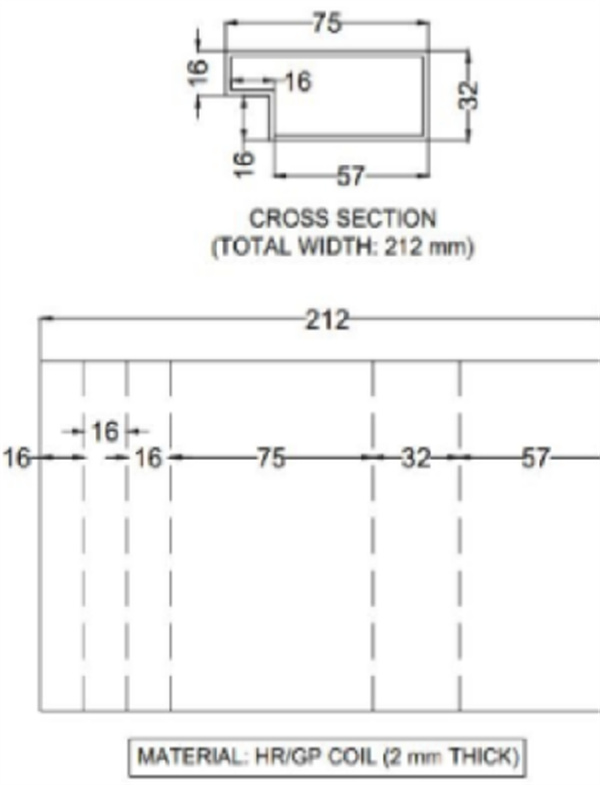
I. Profile drawing: (according to confirmation by both parties)
II. Process flow:
Passive uncoiling ------> Pinch Leveling ------> Guide Feeding -----> Forming machine ------> Flying saw cutting ------> Unloading

III. Components of the Machine Line:
1. Hydraulic Uncoiler:
(1) Uncoiler : Passive feeding, Manual expansion
(2) Loading Weight : 4 T
(3) Uncoiler Coil I. D : 508mm
(4) Rolling range : 450-540mm

2. Roll Former:
(1) Main frame : High quality steel after welding and tempering
(2) Pinch Feeding frame type : Side roller type
(3) 2 roller pinch, 7 roller leveling
(4) Leveling roller diameter : about 80mm
(5) Leveling roller material : high quality 40Cr
(6) Leveling shaft heat treatment type: surface high frequency quenching treatment

(7) Forming machine type: wall plate chain drive


(8) Shaft material : 40Cr quenching and tempering treatment (HB220-260)
(9) Shaft diameter : Φ75 (HRB Bearing)
(10) Forming machine motor power : 18.5KW (Hardened surface reducer)
(11) Forming machine line speed : 0-15 m\min (excluding cut-off time)
(12) Roller (Stations) : 26 nos
(13) Thickness : (1.5 - 2) mm
(14) Expanded width of rolled material: The actual width of the test plate
shall prevail
(15) Length tolerance : ±1.5mm
(16) Roll forming mould : 1 set
(17) Roll material : Gcr15 quenching treatment (HRC58-62)
(18) Cutting method : Flying saw cut after forming
3. Unloading table:
(1) Structure of unloading roller : Angle welding, drum type (no power)
(2) Material unloading roller size : 2200mm x 2pcs
IV. Equipment structure:
The main machine is composed of an uncoiler, pinch leveling, Roller molding machine, cutting mechanism, unloading roller, and electric control system
| Raw Material | Type | Galvanized Sheet |
| Thickness | 1.5-2mm | |
| Performance | Speed | Max. 15m/min |
| Uncoiler | Type | Manual expansion |
| Capacity | 4T | |
| Main Machine | Main Roller Station | 26 |
| Main Drive | Hydraulic Motor or Servo Motor | |
| Transmission Type | Chain | |
| Cutting | Cutter Type | Hydraulic |
| Cutter Material | Cr12 |


