
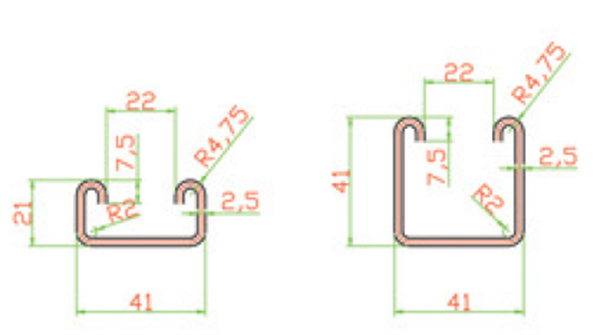
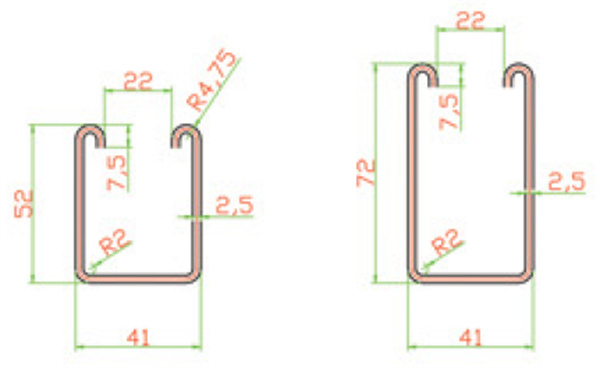
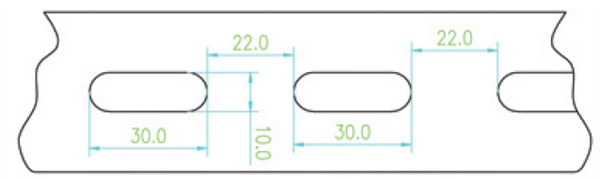
I. Profile Drawing:

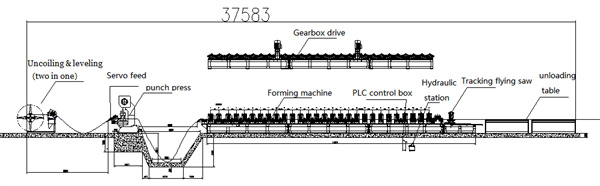
II. Process flow:
Passive uncoiling → Power leveling pinch → CN servo feed → 80T pneumatic punch press → forming machine → Hydraulic tracking and cutting → unloading
III. Main Component data:
1. Uncoiling & Leveling( two in one)
(1) Uncoiler Coil I.D. : ø 508 ± 30 mm
(2) Feeding width : 350mm
(3) Coil Max O.D. : ø 1500mm
(4) Max loading : 3T.
(5) Leveling roll: quantity : 7 rolls, material: 40Gr
(6) Leveling effective width : ≥300mm.
(7) Max leveling speed : 0-15m /min.
(8) Leveling power : 4 KW.
(9) Speed of auto induction line.

2. Punching system:
(1) Servo feeder
A. Servo feeder model : NCF - 300
B. Feeding width : 300mm
C. Coil thickness : 2.5mm
D. Feeding speed : 0-15m/min
E. Servo power : 2KW
(2) 80T pneumatic punch press : gantry type
(3) Mould material and process:
Punching hole mould, material : Cr12MoV, Quenching hardness: HRC: 58-62°.
3. Roll Former:
(1) Main frame : High quality steel after welding and tempering
(2) Forming machine type : Wall plate chain drive.
(3) Forming machine : standing house structure.
(4) Transmission mode : The forming roller is driven by 180 synchronous gearbox and motor reducer
(5) Coupling: between gear box and shaft head, direct coupling,Between the gearboxes, the sprocket coupling
(6) Shaft material : 40Cr quenching and tempering treatment (HB250-280)
(7) Roll material : Bearing steel GCr15
(8) Shaft diameter : Φ75 (HRB Bearing)
(9) Standing house : Material: Ductile iron. Specifications: 500× 300 × 60mm. CNC finishing
(10) Bearing block : cast iron, finishing, double bearing structure.
(11) Circulating cooling system
(12) Forming speed : 0-15 m/min.
(13) Forming machine motor power: 22 KW
(14) Roller way nos : 28 nos

(15) Thickness : 1.2-2.5 mm (Cold Rolled Steel, SS, HR Steel.)
(16) Raw material width : width of the actual test plate shall prevail
(17) Feeding action size : 300mm
4. Cutting Mechanism (Tracking non-stop hydraulic punching and cutting)
(1) Cutting type : Hydraulic punching and cutting
(2) Tracking type : Mechanical tracking, pneumatic return stroke, set buffer cylinder to ensure a stable return stroke
(3) Forming cut type material : Cr12M0V,CNC line cutting, fine grinding
(4) Cutting blade : 5 sets
(5) Heat treatment of cut blade : quenching treatment (HRC58-62)
(6) Hydraulic system power : 4 KW
(7) Hydraulic power : 5.5 KW
(8) Cutting thickness : 2.5 mm
5. Unloading table
(1) Unloading table size :1500mm
(2) Receiving table structure : Roller structure, angle steel welding, no power.
6. Electric control system
(1) Voltage : 415V, 50Hz,3 phase.
| Raw Material | Type | Cold Rolled Steel, SS, HR Steel |
| Thickness | 1.2-2.5mm | |
| Performance | Speed | Max. 15m/min |
| Uncoiler | Type | Hydraulic |
| Capacity | 3 T | |
| Main Machine | Main Roller Station | 7 |
| Main Drive | Hydraulic Motor or Servo Motor | |
| Transmission Type | Gear Box | |
| Cutting | Cutter Type | Hydraulic |
| Cutter Material | Cr12 |


