
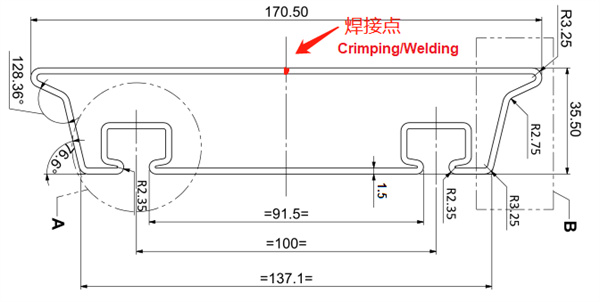
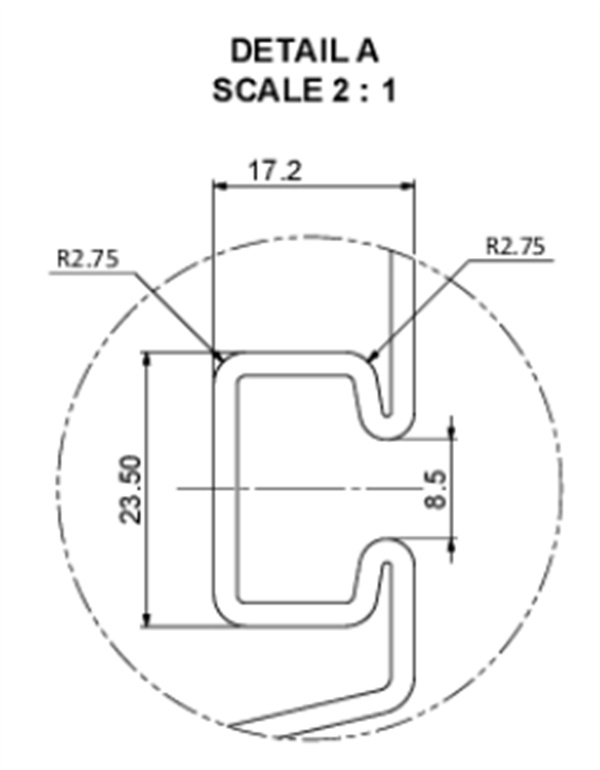
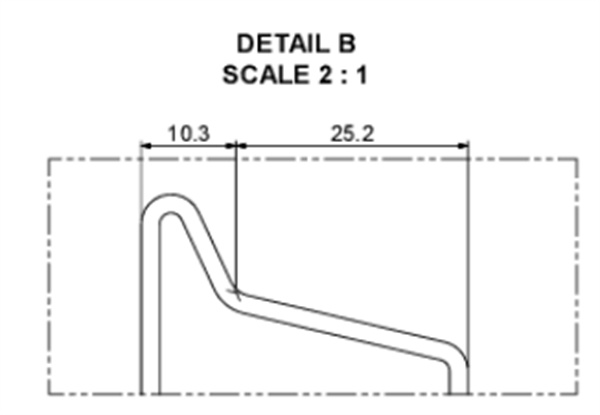
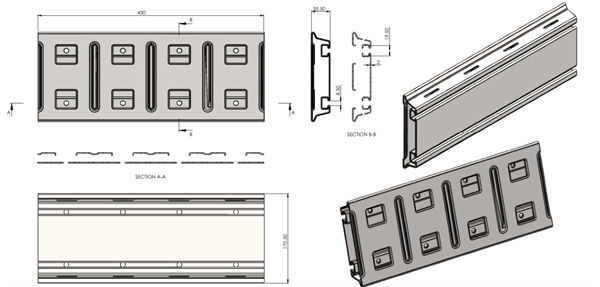
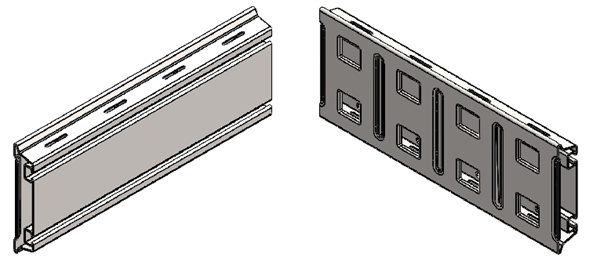
I. Profile drawing: (according to confirmation by both parties)
II. Process flow:
Feeding and leveling machine -----> Servo feed + (160T punch) ------> Guide feed ------> Roll forming -------> Hydraulic Shear (Servo tracking) -----> Discharge table.

III. Components of the Machine Line:
1. Unwinding and leveling machine:
1) Uncoiler : passive unwinding, hydraulic tensioning
2) Unwinding machine load : 5 MT
3) Inner diameter of unwinding machine support roll : φ508 mm
4) Range of support roll : φ450-530 mm
5) Power of hydraulic system of decoiler : 1.5 KW
6) Oil pump of uncoiler hydraulic system : gear pump or vane pump
7) Leveling mechanism structure : two-roller pinch feeding, seven-roller leveling
8) Diameter of leveling roller : about φ70mm
9) Leveling roller material : high quality 40Cr
10) Heat treatment method of leveling shaft: surface high frequency quenching treatment

2. Servo feed punching mechanism:
1) Model of feeder : NC-500
2) Servo motor power : 3 KW + planetary reducer (1:7)
3) Punch : 160T
4) Punching die : 1 set (continuous die)
5) Material of upper and lower mold : SKD11
6) Heat treatment method of upper and lower molds: quenching treatment (HRC58-62).
7) Template material: No. 45 carbon steel quenched and tempered after grinding.

(This picture is only for reference)
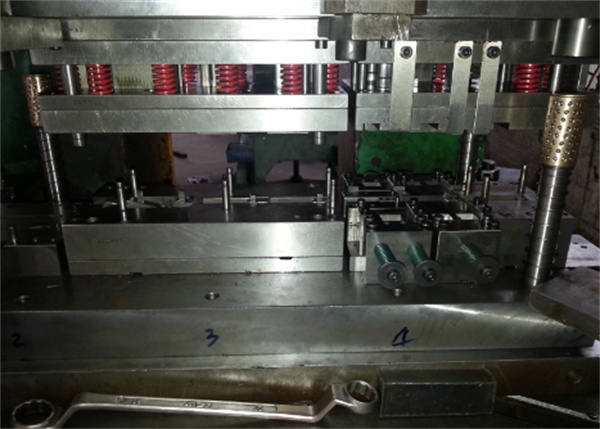
(Mould picture for reference)
3. Roll Former:
1) Profile section : subject to confirmation by both parties
2) Applicable plate: Material : HR Steel (Coil) hot rolled coil
Material Grade : S550MC, HSFQ 550
YS Range (min & max) Yield strength: 350 – 650 Mpa
Thickness Range : (1.2 - 1.5) mm
Coil Width (max) : 600 mm
Coil Weight : 10 MT (max)
Length range : (250 – 3000) mm
3) Sheet width : subject to actual test machine
4) Frame: high-quality I-shaped steel after aging treatment (CNC gantry milling machine processing)
5) Forming machine form : Torii chain transmission
6) Linear speed of forming machine : 0-10 m\min
7) Number of molding channels : 36 channels
8) Main motor power : 22 KW
9) Reducer : Hardened gear reducer (K series)
10) Spindle material: high quality 40cr quenching and tempering treatment (HB220-260)
11) Shaft diameter : Φ70 (super precision grinding after CNC turning)
12) Roll mold : 1 set
13) Roll material: Gcr15 (CNC processing, hard chromium plating on the surface)
14) Roll heat treatment method : quenching treatment (HRC58-62)
4. High frequency argon arc welding:
Air compressor needs to be equipped separately. (Flow rate is 0.5m3/min; pressure is 0.6MPa.)
1. Welding method : tracking welding
2. Servo motor : 0.85 KW.
3. Multi MIG350 CO2/MAG welding power source;
4. MIG350 CO2/MAG welding power supply.

5. Hydraulic Shear (Servo tracking):
1. Cutting method : Pneumatic tracking flying saw cutting
2. Air source : Flow rate is 0.5m3/min; pressure is 0.7MPa.
3. Shear die base : High-quality carbon steel after welding and tempering
treatment
4. Motor power : 7.5 KW

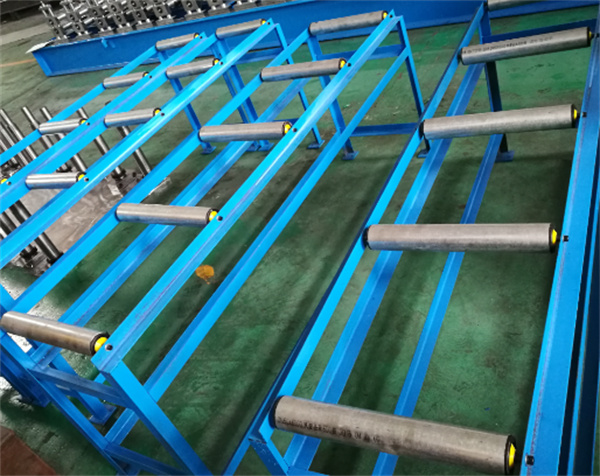
6. Unloading table:
1. Material receiving roller structure : no power roller type (angle steel welding)
2. Specification of receiving roller : 2000mm x 2 pieces
| Raw Material | Type | Galvanized Sheet |
| Thickness | 1.2-1.5mm | |
| Performance | Speed | Max. 10m/min |
| Uncoiler | Type | Hydraulic |
| Capacity | 10T | |
| Main Machine | Main Roller Station | 7 |
| Main Drive | Hydraulic Motor or Servo Motor | |
| Transmission Type | Chain | |
| Cutting | Cutter Type | Hydraulic |
| Cutter Material | Cr12 |


