
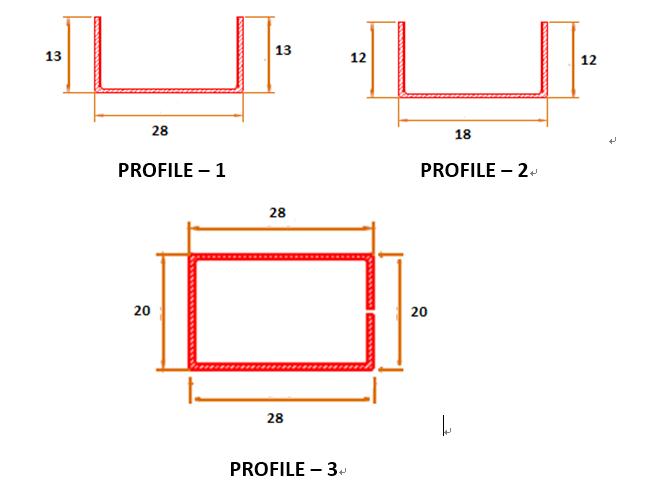
I. Profile: (according to confirmation by both parties)
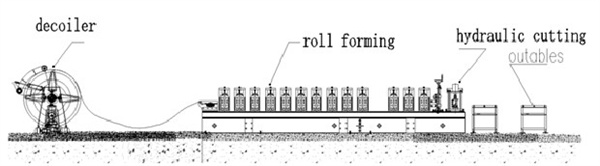
II. Process flow:
Uncoiling (Passive) -----> Guide Feeding -----> Roll Forming -----> Hydraulic cutting -----> Unloading (Discharge table / Outables).
III. Main Component Data:

The forming machine design sequence deformation structure is composed of three-phase AC motor, frame, wire cutting wallboard, forming shaft roller, synchronous gear and so on.

1) Main motor power: 5.5KW-4P.
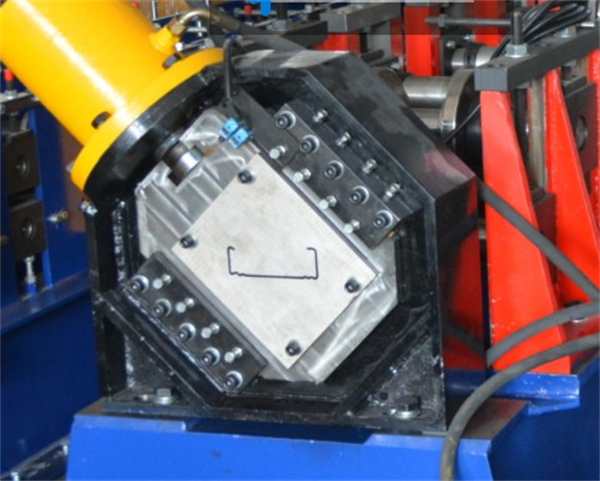
2) Number of forming rollers: 14 forming rollers (dual-row roller molding, shown below)
3) Forming line speed: 0-20 m / min.
4) Thickness of forming plate: 0.8-1.2 mm.
5) Roll material: (two sets) GCR15 hard chrome plated after quenching.
6) Bearing: Harbin bearing
7) Main shaft diameter: Φ70mm. Material: 40cr
8) Wallboard material: A3, CNC finishing.
9) Bearing seat: cast iron material, precision machining, high stability, long service life.
Hydraulic punching and shearing at mechanical shutdown.
1) Cutting method: hydraulic.
2) Blade Material: Cr12
3) Motor power: 5.5 KW;

 IV. Machine Photo
IV. Machine Photo| Raw Material | Type | Galvanized Sheet |
| Thickness | 0.3-0.8mm | |
| Performance | Speed | Max. 30m/min |
| Uncoiler | Type | Hydraulic |
| Capacity | 3 T | |
| Main Machine | Main Roller Station | 16 |
| Main Drive | Hydraulic Motor or Servo Motor | |
| Transmission Type | Chain | |
| Cutting | Cutter Type | Hydraulic |
| Cutter Material | Cr12 |


